Comparasion Chart is available on request to
help understand difference between acid pickling method and our
latest CDI-CS Cleaning Method for “Standard Cleaning &
Metalurgical Requirements”.
Comparasion Chart to help understand difference
between acid pickling method and our latest CDI-CS Cleaning Method
for “Standard Cleaning & Metalurgical Requirements”.
HCl
OR CITRIC ACID
ACID PICKLING METHOD
(Cleaning by Acid Attack)
|
CDI-CS METHOD
Non-Pickling Acid Cleaning
(Without Acid Attack)
|
| Maximum
allowable concentration is 10% because higher the concentration
more the metal loss. So only suitable for light rust film
removal.
Special material pump is essential.
|
Can be safely recommended in any concentration without any
attack on metal. Concentration is determined by the thickness
of rust deposit and cleaning time span. Equally recommended
for heavy rust and scale removal.
Conventional material pumps can be used safely.
|
Due to limitations in applicable concentration of HCl or Citric Acid, high solution temperature is required (up to 7°C) for effective derusting, which being difficult, requires extra effort, time and cost to attain and maintain effectively in a large circulating solution volume.
|
Cleaning achievable at room temperatures because of safe and high efficiency ingredients of the cleaner (cleaning of job takes less time and less efforts). |
Soon after the rust layer is dissolved the inhibited HCl or Citric Acid solution at a concentration between 5% ~ 10%, starts attacking (etching) the metal surface @0.7 ~ 0.8 mpd due to ferric chloride (by-product). This rate of metal attack keeps increasing with the passage of time due to non-stopping increment tendency in the ferric chloride concentration.
(see note)
|
The cleaner is designed to attack on rust exclusively. As soon as the rust layer is removed, the activity of the solution stops (no matter how strong the solution is). Therefore the base metal remains 100% safe. |
Due to tendency of attack on the live metal the strength of the solution never stabilizes (keeps running down and the metal loss continues till the solution is fully exhausted). Therefore, the used solution cannot be saved for reuse. |
As described in point 3, after removing the rust layer the activity of the solution seizes absolutely (No loss of metal and no further loss of solution strength). This “used” but not yet exhausted solution can be conveniently saved for reuse. This unique product feature greatly increases the cost effectiveness where cleaning maneuvers are repeated after a certain time period, as a routine.
|
Due to dissolution of metal, hydrogen gas evolves, which causes metal imbrittlement. (Hydrogen imbrittlement)
|
No tendency of metal dissolution hence, no hydrogen gas evolution, therefore, metal characteristics are not altered. |
Occasional agitation or circulation is necessary to avoid the accumulation of ferric chloride near the surface of metal which increase the rate of dissolution of metal at that point. |
No ferric chloride concentration increases. No agitation or circulation is required. Simple fill-soak-then drain method is quite sufficient especially on those jobs where circulation cleaning is not practicable due to peculiar design or location of the job.
|
Due to metal removal (inter-granular corrosion) the surface becomes dull by forming a blackish powdery layer which needs extra efforts and cost for removal.
|
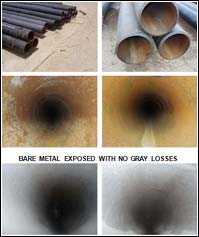
No inter-granular corrosion occurs during cleaning. Surface comes out bare with its original shine without any discolouration. Therefore, no additional effort are required. |
Corrosive by-product i.e; ferric chloride is retained in the deep pitted metal surface which is not fully removed even with turbulent rinsing. It makes impossible to receive or build up any passive film. |
A satisfactory passive film can be produced after total rust removal. |